Introduction
Metal detector, you might first think of detectors used to search for lost jewellery or coins on the beach. But in today’s modern world, metal detectors do so much more than find buried treasure. They’re a vital part of food safety, automated production systems, and even airport security.
In conclusion, a metal detector is a device designed to detect whether metal foreign objects are in food products. But what makes it fascinating is its ability to protect consumers, preserve brand reputation, and ensure the safety for food products we eat every day.
So, whether you’re curious about how do machines work, wondering what types are out there, or trying to find the best metal detector for your production line — you’re in the right place. Let’s break it down in simple, human terms.
What Is a Metal Detector?
At its simplest, a metal detector is a device that identifies the presence of metal foreign objects in food, packaging, or other products. It uses electromagnetic fields to “sense” metal contamination — whether that’s a small shard of stainless steel, a broken machine screw, or a wire fragment that accidentally fell into a food batch.
Now, when we talk about metal detectors in the food industry, we’re not talking about the kind you’d use to find buried coins at the beach. These are highly specialized, industrial-grade systems that form a critical part of an organization’s food safety plan.
In food manufacturing, even the tiniest piece of metal contamination can lead to recalls, damage to brand reputation, or worse — injury to a customer. That’s why a metal detector is not just an option — it’s a necessity.
A typical metal detector for food processing works by creating a magnetic field. When a metallic object passes through this field, it disrupts the balance, triggering an alarm or an automatic rejection system. Modern metal detectors for sale even come with industrial smart sensors and touch color displays, making operation easier and more intuitive and higher accuracy.
In short — a metal detector in food processing is your product’s final line of defense before it reaches a consumer’s plate.

So, how do metal detectors work exactly? Imagine it like this: a metal detector sends electromagnetic waves through a detection head (the tunnel through which food passes). If there’s metal present — say, a fragment of a broken blade — it changes how the waves behave. This change is detected and translated into a signal.
Most industrial metal detectors work on one of two principles: balanced coil or pulse induction.
Balanced coil systems are the most common in food applications. They have three coils: a transmitter coil in the center and two receiver coils on either side. When metal passes through, it disturbs the balance, and the system detects that change.
Pulse induction systems are often used for more complex applications, such as packaged or wet products, where traditional detectors may struggle.
To put it simply: the metal detector detects changes in electromagnetic energy. The sensitivity can be fine-tuned to find even microscopic bits of stainless steel, iron, or non-ferrous metals like aluminum and copper.
Some high-end models even have touch color displays, advanced reject mechanisms, and can store multiple product profiles — making them ideal for modern automated production systems.
Why Are Metal Detectors Important in Food Safety?

In the world of food manufacturing, the stakes are high. Consumers expect — and deserve — absolute confidence in what they eat. A single contaminant can trigger a recall that costs millions and permanently harms a brand’s reputation.
This is where a metal detector comes into play. By detecting and removing metal contaminants early, food manufacturers can prevent:
Product recalls
Consumer injuries
Production downtime
Regulatory violations
A metal detector supports compliance with global food safety standards like HACCP, BRCGS, and ISO 22000. It’s also a key step in every company’s food safety plan.
Imagine a cookie factory. The dough passes through mixers, rollers, and cutters — all made of metal. Over time, a tiny screw could loosen and fall into the dough. Without a metal detector, that cookie could reach a customer — a serious hazard. But with one installed at the end of the production line, any contaminated item is automatically rejected before packaging.
That’s safety for food at its finest.
What Can a Metal Detector Detect?

Here’s a question people often ask: what does a metal detector detect?
The answer depends on the type of metal and the detector’s sensitivity settings. Generally, food-grade metal detectors can detect three main categories of metals:
Ferrous metals – such as iron and steel. These are magnetic and conduct electricity easily, making them easiest to detect.
Non-ferrous metals – like copper, brass, and aluminum. While not magnetic, they still conduct electricity and can be detected reliably.
Stainless steel – this one’s tricky. It’s commonly used in food machinery, but it’s not as conductive as other metals. Fortunately, modern metal detectors are designed to detect even the smallest stainless-steel fragments.
So, if you’re wondering whether a metal detector detects tiny particles or larger pieces — the answer is both. With proper calibration, today’s systems can find metal fragments as small as 0.5 mm in diameter. That’s thinner than a sewing needle!
What Metal Detectors Don’t Detect
Let’s clear up a popular myth: do metal detectors detect alcohol?
The answer is no — metal detectors don’t detect alcohol, drugs, or non-metallic substances. They are designed purely for identifying metallic contamination. So while airport scanners might have advanced sensors for liquids or chemicals, metal detectors in the food industry focus solely on metal-based hazards.

Metal detectors are strategically placed at multiple points in a food production line to ensure every stage is protected. Common locations include:
Raw material inspection – Checking ingredients before processing.
Post-processing – Detecting contamination after mixing, cooking, or grinding.
Packaging line – Ensuring no metal fragments remain after sealing.
In addition, waterproof metal detectors are ideal for environments like seafood detecting or meat detecting processing plants, where moisture is high. Their stainless-steel construction and sealed electronics ensure durability and hygiene.
For instance, in a seafood plant, every frozen fish fillet passes through a metal detector to confirm it’s free of metallic fragments. This level of control helps manufacturers maintain trust and meet export quality standards.
Types of Metal Detectors Used in Food Industry
Modern food-grade metal detectors come in different types, each suited to specific products and packaging:
Conveyor-type metal detectors – Used for unpackaged or bulk food like bread, meat, or cheese.
Pipeline metal detectors – Perfect for sauces, soups, and liquids that flow through pipes.
Gravity-fall metal detectors – Used for powders or granular materials like flour or sugar.
Compact systems – Ideal for tight spaces or smaller production lines.
Many models now feature metal detectors with color display, allowing operators to easily monitor performance, set sensitivity levels, and review detection history — all in real time.
The Role of Metal Detectors in Automated Production Systems
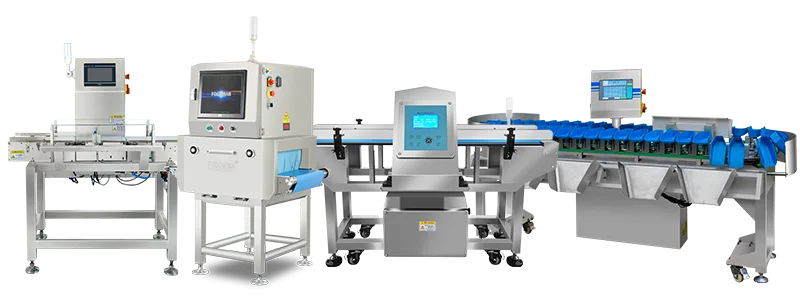
In today’s era of automated production systems, precision and reliability are everything. Metal detectors are integrated with other technologies like X-ray inspection, checkweighers, and vision inspection systems to create a fully automated quality control line.
Think of it as an orchestra — every instrument (or machine) plays its part. The metal detector ensures no foreign metallic objects make it past inspection, while checkweighers confirm product weight, and X-ray systems detect non-metal contaminants like glass or stone.
When all these systems work together, they deliver exceptional product quality, consistent compliance, and unmatched efficiency.
How to Choose the Best Metal Detector
Choosing the best metal detector depends on your product type, packaging, and production environment. Here are a few key factors to consider:
Product type – Dry or wet foods affect sensitivity differently.
Packaging – Metalized film packaging requires more advanced technology.
Environmental conditions – High humidity or temperature can impact performance.
Reject mechanism – Whether you need a flap, pusher, or air blast system.
For food processors looking for reliable performance, the best metal detectors combine accuracy, durability, and user-friendly interfaces.
And yes — a metal detector good enough for modern food facilities should also be easy to clean, comply with hygiene standards, and integrate seamlessly with existing systems.
Why Metal Detectors Are Essential for Food Safety Compliance
Global food regulations demand strict adherence to food safety plans, and metal detectors are one of the most recognized tools for compliance. From HACCP to BRCGS, auditors expect food producers to have reliable contamination prevention systems in place.
A well-maintained metal detector doesn’t just protect consumers; it protects your business license, your exports, and your reputation. It’s not an expense — it’s an investment in safety and trust.
Conclusion
In conclusion, a metal detector is more than just a machine. It’s a guardian of quality, a protector of consumers, and an essential part of every food manufacturer’s food safety plan.
Whether you’re processing fresh fish, baking pastries, or packaging frozen vegetables, installing a metal detector ensures every product leaving your factory is safe, compliant, and trustworthy.
In the end, food safety isn’t just about meeting standards — it’s about earning consumer trust. And a metal detector is one of the most reliable ways to do just that.
FAQs
What is a metal detector in the food industry?
A metal detector in the food industry is a specialized machine designed to detect metal foreign objects in food products before they reach consumers. Unlike hobby metal detectors used for treasure hunting, food-grade systems are built for speed, accuracy, and hygiene. They help ensure compliance with a company’s food safety plan and global standards such as HACCP and BRCGS.
What are the benefits of using a metal detector in food manufacturing?
Installing a metal detector offers many benefits:
Prevents costly product recalls
Increases consumer trust
Ensures compliance with international food safety standards
Reduces waste and downtime
Improves overall product quality
Simply put, it’s a small investment that delivers massive long-term returns in safety and efficiency.
Are there different types of metal detectors for food?
Yes! Food manufacturers can choose from various metal detector designs, including:
Conveyor metal detectors for packaged goods
Pipeline metal detectors for liquids or sauces
Free-fall detectors for powders or grains
Each design ensures optimal detection accuracy for specific production setups.