Introduction
The processing and packaging industry just witnessed a major technological leap forward in Bangkok, Thailand. Running from June 10 to June 13, 2026, the prestigious ProPak Asia 2026 exhibition brought together the world’s leading technology developers, production engineers, and executive decision-makers at the expansive IMPACT Muang Thong Thani. Amid a massive gathering of cutting-edge solutions, the joint presentation by Easyweigh and Foodman at BOOTH NO. C2-AB66 became a primary destination for manufacturers seeking to solve their toughest operational challenges.
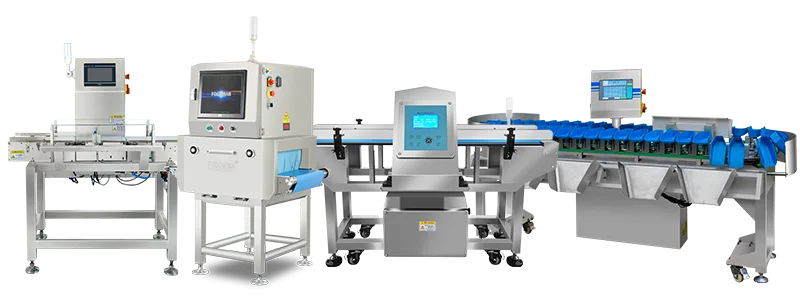
The four-day event provided an ideal backdrop for demonstrating how advanced hardware engineering pairs with cognitive data management. For global food safety directors, automated facility managers, and seafood or poultry procurement teams, the live demonstrations showed how to tackle product giveaway, minimize false rejects, and achieve maximum hygiene. By showcasing a full portfolio of smart inspection systems—including an advanced food x-ray machine, precision checkweighers, and specialized optical sorting arrays—Easyweigh and Foodman established a new benchmark for automated food processing in the ASEAN region and beyond.

Transforming Inspection and Sorting via Strategic AI Engineering
The automated manufacturing floor faces a constant challenge: how to increase production velocity without allowing small foreign bodies or out-of-spec products to bypass inspection. At BOOTH NO. C2-AB66, engineers from Easyweigh and Foodman proved that traditional, rigid thresholds are no longer sufficient. Today, implementing next-generation AI Sorting Technology is the most effective approach to locking in an exceptional optical sorter accuracy while keeping product waste at an absolute minimum.
Traditional sorting lines often struggle when processing highly irregular, moisture-heavy, or variable organic materials. For instance, a basic camera system might mistake a harmless surface variation, an organic water spot, or a natural shadow for an actual defect. This technical limitation leads to an elevated false reject rate, driving down profit margins and directly hurting your sorting machine ROI.
To eliminate this bottleneck, the live displays at IMPACT Muang Thong Thani highlighted the cognitive power of a modern AI sorting machine. By utilizing advanced machine learning sorting and intelligent sorting system software, our next-generation AI food sorting machine analyzes products as complete, multi-dimensional objects.
Rather than relying on simple color checks, the software uses complex deep learning sorting nodes trained on thousands of multi-spectral image profiles. This advanced processing allows the system to accurately identify hidden splits, internal bruising, or subtle foreign matter, ensuring exceptional defect detection without accidentally throwing away premium product.
Overcoming Fluid Dynamics and Reflections in Industrial Cold Lines
Processing wet, reflective, or frozen items presents unique difficulties for traditional optical inspection equipment. At ProPak Asia 2026, the Easyweigh team demonstrated specialized sorting solutions engineered to handle these challenging environmental variables.
When operating a standard sorting line for maritime or frozen goods, surface water or ice glazes create intense light reflections that can confuse typical optical cameras. In high-volume lines handling fish sorting or precise cold shrimp sorting, these bright reflections often hide actual physical contaminants.
To overcome this, a top-tier seafood sorting machine or specialized frozen food sorting machine combines hyperspectral sensors with an integrated industrial vision sorting camera network. This setup allows the vision inspection system to see straight through surface frost and moisture film, accurately identifying shell fragments, bones, or plastic debris.
Furthermore, managing a bulk fish sorting machine line requires physical handling systems designed to withstand continuous moisture. Visitors at the exhibition saw how our specialized optical sorting machine layouts use perforated drainage belts and non-stick transfer surfaces to guide product smoothly through the scanning zone.
Whether your facility needs to sort fish by dimension, execute high-volume sorting fish runs, or manage automated sorting of fish by grade, keeping moisture away from the critical scanning area is essential. By implementing these tailored physical and electronic configurations, our advanced sorting machinery ensures consistent, high-accuracy sorting and grading of fish without requiring frequent stops for cleaning.
High-Density and Low-Density Contaminant X-Ray Inspection

Beyond optical and visual sorting, ensuring complete food safety requires robust internal inspection technology. At BOOTH NO. C2-AB66, the live demonstrations of our food x-ray machine arrays attracted significant interest from quality assurance professionals looking to upgrade their physical contaminant detection.
Traditional inspection equipment can find high-density contaminants like stainless steel or stones quite easily. However, low-density foreign bodies—such as cartilage, hollow bones, rubber seals, or thin glass—often pass right through standard systems undetected. To solve this problem, our latest food x-ray inspection equipment utilizes advanced x-ray technology in low-density food inspection.
A great example of this technology in action is our specialized poultry bone detection x-ray system. Young chicken bones are low in mineral content, making them very similar in density to the surrounding muscle tissue. A standard inspection scale or basic x-ray unit will often miss these soft fragments completely.
By utilizing dual-energy photon absorption sensors, our advanced food x-ray inspection systems can easily separate the subtle density signature of a bone fragment from the surrounding meat. This advanced processing ensures that your automated line catches dangerous fragments before they reach the consumer, protecting your brand from costly recalls.
Engineering Precision Checkweighers for Harsh Factory Environments

The final critical defense line for any food processing facility is weight compliance. At the Bangkok exhibition, Easyweigh showcased an advanced line of dynamic checkweighers designed to maintain absolute accuracy while operating in demanding, high-moisture production environments.
The Power of Custom Engineering
Standard weighing systems are rarely built to handle the unique spacing, velocity, or product characteristics of high-volume protein lines. To prevent bottle-necks, facilities require a customized checkweigher designed to fit seamlessly into their existing line layout.
Whether you need a hi-speed checkweigher to manage lightweight packages at 300 units per minute or a heavy-duty dynamic checkweigher to track large bulk boxes, matching the conveyor configuration to your specific material flow is essential for ensuring accurate weight readings.
Surviving the Sanitation Shift
In protein and dairy processing plants, equipment must withstand intense daily cleaning routines. A standard checkweigher can suffer from moisture ingress or electronic drift under these harsh conditions. To combat this, an industrial food industry checkweigher must feature robust structural protection.
Our specialized harsh environments checkweigher models feature complete ip65/ip66/ip69 protection checkweigher ratings. This means the entire frame, screen, and load cell assembly are protected by laser-welded stainless steel housings. These units can withstand daily high-pressure chemical washdowns at temperatures up to 80°C and pressures up to 100 bar, ensuring your line maintains consistent accuracy day after day.
How to Integrate an AI Sorting Machine and X-Ray Line for Rapid Payback

To help processing facilities minimize installation downtime and secure a fast financial return on their new machinery, our engineering team has developed a standardized integration strategy.
Step 1: Position Equipment for Optimal Material Flow
Install your bulk seafood sorting machine or frozen food sorting machine directly after the raw intake or de-glazing station. Place your food x-ray inspection equipment and dynamic checkweigher immediately before the final packaging and sealing area. This layout ensures raw defects are removed early, protecting your downstream packaging machinery from damage.
Step 2: Establish the AI Baseline and Neural Network Training
Pass a clean, defect-free product batch through the vision inspection system. Use the software interface to record this optimal profile, training the machine learning sorting algorithms to recognize the natural variation in shape, texture, and color of your high-grade yield.
Step 3: Calibrate X-Ray Density and Photon Sensors
Pass your target products through the food x-ray machine along with certified test cards containing low-density contaminants like bone or rubber. Adjust the software’s filtering tools to ensure the poultry bone detection x-ray sensors can consistently flag these subtle anomalies without triggering false alerts on normal product variations.
Step 4: Synchronize Conveyor Speed with Dynamic Tracking Delays & Monitor Performance Metrics and System Amortization
Connect the master encoder of your conveyor line sorting system directly to the checkweigher and sorter control panels. Input the precise physical distance between the scanning sensors and the rejection gates, ensuring the high-speed air-blast or pusher arms activate exactly when the out-of-spec item reaches the center of the rejection zone.
Run a mixed product trial at full production speed to verify your setup against your target metrics. Track your daily waste reduction, automated labor savings, and sorting accuracy data through the central control interface to calculate your actual payback period and confirm your long-term sorting machine ROI.
Financial Analysis: Maximizing Yield and Shortening the Payback Period
Investing in high-end automation like an advanced intelligent sorting system or an ip69 protection checkweigher is a major financial decision. For CFOs and procurement officers, calculating the exact payback period is just as important as analyzing the technical specifications.
Because premium Food Sorting Machines combine competitive initial purchase prices with smart machine learning sorting software that prevents good product from being accidentally thrown away, they often deliver a much shorter payback window.
While older, less precise inspection systems can hurt your margins through high false reject rates, an advanced AI food sorting machine provides the data precision needed to protect your premium yield. By combining automated labor savings with an ultra-low false alarm rate, modern automated lines often achieve complete financial amortization within 12 to 18 months, ensuring a strong long-term sorting machine ROI.
Conclusion: Core Takeaways from ProPak Asia 2026
The successful showcase by Easyweigh and Foodman at BOOTH NO. C2-AB66 proved that next-generation food safety requires a smart combination of physical durability and digital intelligence.
Advanced Software Intelligence: Transitioning to an automated AI sorting machine that utilizes deep learning sorting software allows facilities to maintain high optical sorter accuracy and uncompromised defect detection without hurting daily production yields.
Low-Density Inspection: Implementing dual-energy x-ray technology in low-density food inspection ensures that lines running poultry bone detection x-ray processes can catch soft cartilage and bone fragments that standard x-ray machines miss.
Hygienic Hardware Design: Protecting your line with an ip69 protection checkweigher or a heavy-duty harsh environments checkweigher prevents moisture damage during intensive sanitation shifts, securing long-term reliability.
Rapid Financial Amortization: Combining significant labor savings with precise waste reduction allows modern automated inspection lines to deliver a highly accelerated payback period, helping facilities optimize their operating margins.
By combining robust, washdown-safe hardware with the analytical power of an intelligent sorting system, Easyweigh and Foodman demonstrated at IMPACT Muang Thong Thani that modern food processors can confidently eliminate manual bottlenecks, secure absolute food safety compliance, and maximize long-term operational profitability.